- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

CNC ebaketa makinaren mantentze eta garbiketa jaiegunetan.
1. Itzuli ardatz bakoitza jatorrizko puntura, egin kontroladorearen softwarearen babeskopia eta jarri konprimitutako paketea USB flash drive edo ordenagailu batean.
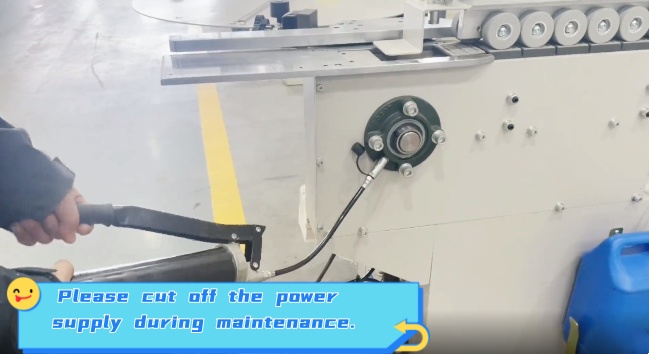
2. Garbitu hautsa eta ezpurutasunak makina-mahaian, mahai-gainean, arraste-katean, berunezko torlojuan, rack eta gida-erraila gasarekin, gero eskuila eta gida-erraila olio lubrifikatzailearekin (makina-erremintaren gida-errailaren olioa ISO VG-32 ~ 68 erabiltzen da, eta gurina debekatuta dago) ardatz bakoitzaren gida-errailean eta erretiluan olioa dagoela ziurtatzeko, eta ohean dagoen olio-ura bereizlean ura hustu.
3. Garbitu gasarekin zulagailuaren gainazaleko ezpurutasunak. Zenbakizko kontroleko zulagailuaren engranaje-kutxa betegarriko olio lubrifikatzailez bete behar da: 5cc Krupp L32N koipe lubrifikatzailea.
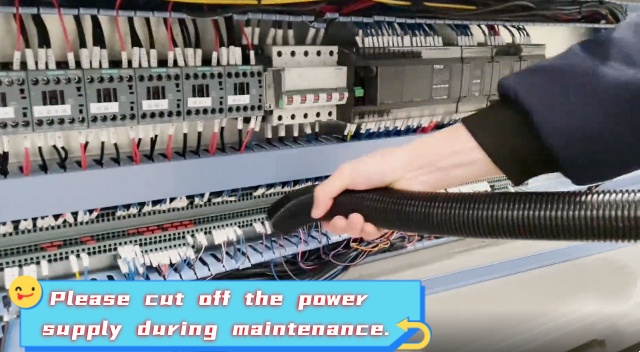
4. Moztu banaketa-kutxaren elikadura-hornidura, eta garbitu banaketa-kutxako hautsa xurgatuz (oharra: ez putz zuzenean gasarekin, hautsa igotzeak osagai elektronikoen kontaktu txarra ekarriko du). Garbitu ondoren, jarri lehorgailua armairuan.
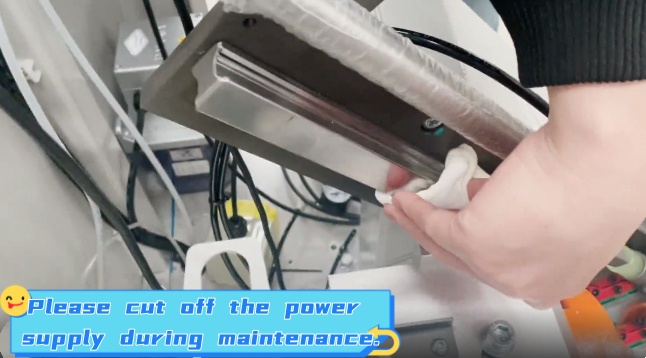
5. Ardatzaren periferia eta erremintaren heldulekua gasarekin garbitu eta mantendu; Garbitu junturako zulo konikoaren gainazala trapu leun eta garbi batekin. Kontu handiz garbitu eta mantendu erremintaren kirtenaren gainazala koipegabeko agentearekin, eta aplikatu lubrifikatzailea garbitu ondoren.
6, huts-ponpa huts-ponpa kendu iragazki-elementua, garbitu putz. Egiaztatu grafito xaflaren altuera behin. VTLF250.360 ez da 41 mm baino txikiagoa izango eta VTLF500 ez da 60 mm baino txikiagoa izango. Bete Krupp AMBLYGON TA-15/2 koipe lubrifikatzailea 10cc-rekin.
7. Makina osoa garbitu eta mantendu ondoren, ekipoa bata batekin behar bezala bilduko da errautsak ez erortzeko.